磨损修复KN-17耐磨陶瓷涂料技术规范书
2016-9-3 19:36:06 点击:
1.工程概况
内蒙古电厂#3、#4锅炉磨煤机内锥体原材质为65锰钢板,现检查发现3A、4C、3D内锥体发生磨损穿孔现象,如不及时进行更换或修复,将会造成磨煤机分离系统失效,磨煤机将无法运行。考虑到更换工期长,费用高,采取合理的现场修补实现设备功能恢复是一种较为快捷,可靠的方法。故拟在#3、#4锅炉C修期间对3A、4C、3D磨煤机内锥体进行挖补并对内壁进行KN-17耐磨陶瓷涂料防护修复。详见附图:
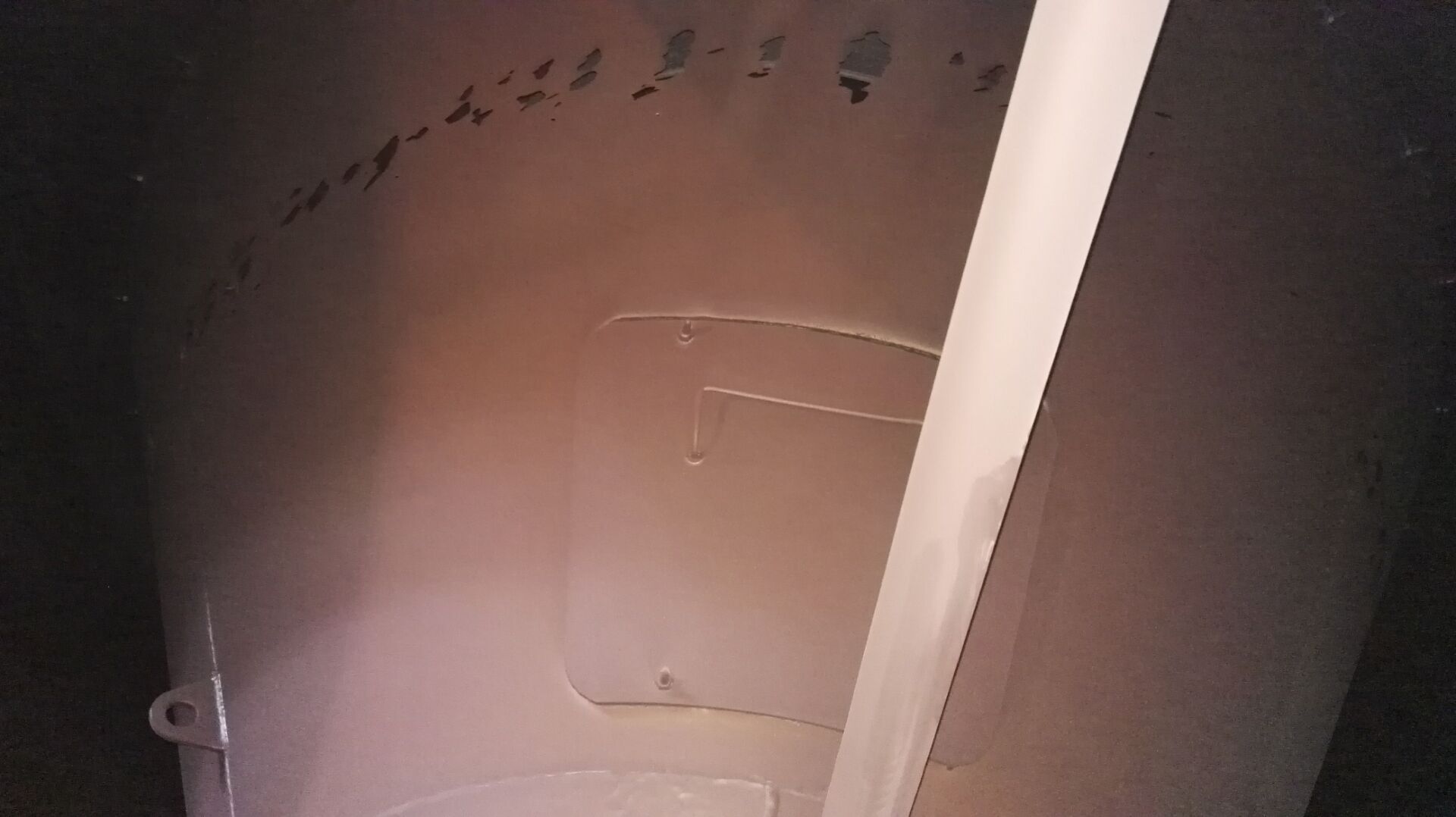
图(1)表面已经出现大量磨穿现象
2.磨煤机内锥体防磨修复技术要求
2.1磨煤机内锥体防磨修复要求使用的KN-17耐磨陶瓷涂料。
2.2KN-17耐磨陶瓷涂料特性要求:
体积密度 2400-2900 Kg/m3
莫氏硬度 8.0-9.0
抗压强度 200-280 MPa
弯曲强度 20-25MPa
热膨胀系数 1/℃ 10×10-6
导热性W/m℃ 1.5
温度℃ 200
抗腐蚀性 PH 3-12
体积收缩率 vol.% 0.2
抗热震性(次)1100℃ 水冷 ≥35:

图(2)KN17耐磨陶瓷涂料外包装,必须采用此KN17,已经做过应用试验
2.3考虑到磨煤机内锥体在运行中长期受煤粉冲刷,同时,此区域为煤粉高浓度存在制粉系统爆燃的可能,采用的KN-17耐磨陶瓷涂料必须与内锥体内壁钢板附着牢固,且具有较强的防制粉系统爆燃震落能力。因此,以上部位必须釆用耐磨性能良好、附着力强且不易脱落的高分子复合KN-17耐磨陶瓷涂料进行防磨修复。
2.4施工方提供的KN-17耐磨陶瓷涂料,须经业主方组织验收后方可使用,并在材料到货后提供相关证明(出厂检验报告、合格证书、报关证明等)。
2.5首先对发生磨穿或磨损减薄严重部位用钢板进行挖补修复,保证其结构强度。
2.6整体内壁表面进行整体焊接φ6mm圆钢,间距200mm,并在圆钢上焊接φ3mm、30×30金属网作为耐磨涂层的骨架,保证耐磨涂层的整体结构强度。如图:
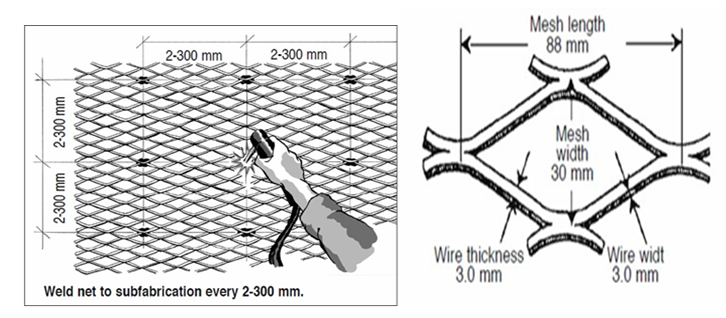
图(3)如果涂抹厚度较厚,可以采用龟甲金属网加强
*焊接时先将圆钢切割成合适的长度,其中圆钢间距为200mm,焊缝间的距离为200mm,放置位置须符合形状要求;认真仔细地放置网,并将网焊到棒上,龟甲网上焊缝之间的距离也为200mm。
2.8涂抹高分子复合KN-17耐磨陶瓷涂料。用研磨板将KN-17耐磨陶瓷涂料向各个方向散开;不停地工作,直到获得所要求的厚度;检查所铺层的厚度;有规则的间隔检查,检查KN-17耐磨陶瓷涂料是否在各个方向都已压过锚固层;已加工的表面应平整无凸起,达到要求的厚度。
2.9当表面完成以后,立即对其保护,防止(快速)干燥,用喷洒固化剂凝固。
2.10在温度为20℃时,涂抹施工后约2天,即可获得所需的强度,且可投入使用。
3.工具、材料配备要求
3.1磨煤机内锥体防磨处理人员配置不低于:4人。
3.2施工单位必须现场配备专用搅拌机、电子称、气源及气管、焊接设备、钢丝龟甲网。
4.验收标准和要求及质保期
4.1耐磨涂层必须平整、光滑,避免产生凹凸不平的表面,保证煤粉运行流畅。
4.2耐磨涂层在冷态和热态均不能出现裂纹现象。
4.3耐磨涂层平整度误差必须小于1mm。
4.4内锥体内壁耐磨涂层厚度为12mm。
4.5耐磨涂层固化24小时后,经检查验收合格方可投入运行使用。
4.6从投入使用日算起,高分子复合耐磨防护材料的使用寿命不低于4年,
4.7施工后支付工程款95%,使用后3个月内不出现耐磨防护材料脱落或磨损现象付清5%质保金。
- 上一篇:中金集团高温防腐陶瓷涂层施工 2016/10/28
- 下一篇:陶瓷涂层的种类 2016/7/12