����Ϳ�մ�Ϳ��
2016-7-13 21:45:37 �����
ժҪ����������Ϳ�������մ�Ϳ�����ص㣬�������մ�Ϳ���ڲ�ͬ��ҵ����ĵ���Ӧ�ã��������ڸ߿Ƽ�����ķ�չDZ����ǿ�������ĵ�λ�����á�
�ؼ�������Ϳ�մ�Ϳ������Ӧ��
1����Ϳ�մ�Ϳ������
80��������ձ�������С���մɾ��ȷ�������������ȫ����Ĺ�ע������Ԥ�ԣ����༴������ڶ�����ʯ��ʱ�������մ��ǽ���Ԫ�غͷǽ���Ԫ����ɵľ����Ǿ��廯������ͽ������ϡ��߷��Ӿۺ������һ�𣬹��ɹ�̬���̲��ϵ�����֧�����ִ��ѽ������մɡ��������ǽ�������ͳ�����մɷ��룬��ΪƷ�֡����ܼ����һ�����ϴ���塣

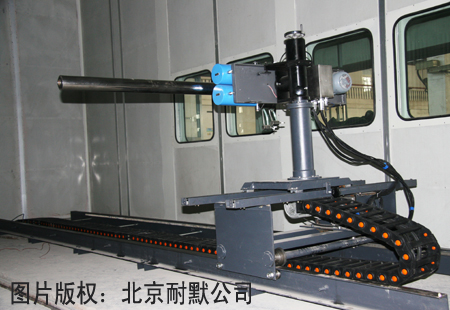
ͼ��1������Ϳ�մ�Ϳ��ר���豸JP8000�����ٻ�����Ϳ�豸
�մɲ��϶�������Ӽ����ۼ��ṹ�����ܸߣ�ԭ�Ӽ�����ǿ�����������ܵͣ�ԭ�Ӽ��С���ѻ����ܣ������ɵ����˶�����Щ���Ը������մɲ��ϸ��۵㡢��Ӳ�ȡ��߸նȡ���ѧ�ȶ��ԡ��߾�Ե�����������ȵ��ʵ͡�������ϵ��С��Ħ��ϵ��С������չ�Ե�����������
�������մɲ����ܺ��л����ٵIJ���������ף���֮�����մɲ��Ͼ��ж��־���ṹ����������Ա��������������Ϳ�ƣ�����ܲ��Ӧ�����к��������У��ʴ࣬��Ϊ�մɲ��ϵ��������㡣��Ȼ�����մ���Ϊ��е�ṹ���ϣ���ɿ��ԱȽ������ϲ���ϻ�е�ӹ����ѡ��ɱ��ߵ����أ����Ŀǰ�����ڳ���ʵ��Σ�����ɹ��Ĺ�ҵӦ�ã������ڲ��Ͻṹ�������ϻ���������ʵ���ϣ�������������·�̣��ѶȺܴ�
Ȼ����Ӧ�������մɸ��Ϸ�ĩ����������Ϳ�����ر��ǵ�������Ϳ�������ڽ����������Ʊ��մ�Ϳ�㣬�ܰ��մɲ��ϵ��ص�ͽ������ϵ��ص��л��ؽ����������ø��ϲ��Ͻṹ����Ʒ������Ϊ�������ϲ��ϼ���Ʒ�߿Ƽ������һ����Ҫ��֦��1958�꣬�����ϵ�һ̨��������Ϳ�豸������������Ϊ��Ϳ���۵��մ�Ϳ���ṩ������ĸ�����Դ��Ѹ���ں��շ�����������ȼ�˿Ƽ��������˳ɹ���Ӧ�á�80�������������Ѹ����ͳ���ù�ҵ������չ����Ӧ������鼰��Դ����ͨ��ұ����ġ�
ʯ���ȹ�ҵ���ţ���Ч�����ݱ�����������90������մ�Ϳ���Ӧ������������12%���ϡ�����������Ƚ����ң��մ�Ϳ��߿Ƽ���������Ϊ�����͵�һ�����˲�ҵ��
2����Ϳ�մ�Ϳ���ص�
������ṹ�մɲ�����ȣ��������մ�Ϳ�㼼��(��ƾ�ϸ�մ�Ϳ�㣬�Ƚ��մ�Ϳ�㣬�����մ�Ϳ��)���������ص㣺
(1) ���л��ذѽ������ϵ�ǿ���ԡ��ɼӹ��ԡ����絼���ԵȺ��մɲ��ϵ����¡�����ĥ������ʴ���ص�������������������ϵ��ۺ����ƣ�ͬʱ�����е��Ʒ�Խṹ����(ǿ�ȡ����Ե�)�ͻ�������(��ĥ����ʴ�����µ�)����Ҫ������൱����ĸ��ϲ��Ͻṹ��

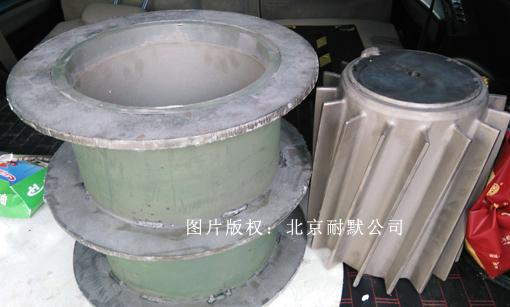
ͼ��2��������ȡ��ǹ�ϵĸ����մ�Ϳ�㣬ͬʱ���кܺõ���ĥ����
(2) �ܹ������Ʊ��մ�Ϳ��IJ���Ʒ�ֶࡣ���ǰ�����������������������̼����ﻯ��⻯������Լ������մɣ��մɺ��մɡ��մɺͽ������մɺ����ϵȲ��ϣ���ɽ�����ϡ���������ṹ���ϵ��մɣ�Ŀǰ������̼���衢�������ȶ�������������������Ʒ�֡�
(3) ���ܹ㡣�ܹ����ò�ͬ������Ϳ���գ���Ϳ�����մ�Ϳ����ϣ���ø��ֹ��ܵı���ǿ��Ϳ�㣬����ĥ����Ħ������ĥ���ܷ⡢��Ħ���ƶ�����ʴ�������������¡����ȡ���Ե���ȷ��䡢�����䡢���μ��������ա��������������﹦�ܵȣ����ܼ��㣬�㷺���ڹ��ø����š�
���ܹ��ڶ��ֻ���������Ʊ��մ�Ϳ�㡣��������Ǹ��ֽ���(��֡������������ѡ�ͭ���⡢�ٵ����۽���)���մɡ�ˮ�ࡢ�ͻ���ϡ�ʯ�ϼ�ʯ��������ϣ����Ϻ��л������Լ�ľ�ġ�ֽ��ȣ��������еĹ�����϶�����Ϊ���壬�����ܾ���ͨ����Ϳ�մ�Ϳ����Ը��ơ�
(5) ����٣�����С������ֵ�ߣ�����Ч��ͻ�����մ�Ϳ����һ���ڼ�ʮ��������֮�䣬��֮�մɲ����ܶȽ�С���������٣�������С��������ֵȴ�ܸߡ�����������ܣ���Ϳ�մ�Ϳ������ʹ����������ϰٱ�����ѹ������������Ϳ0.3〜0.5mm����մ�Ϳ�㣬��ʹ�������ȹ��õĶ�Ӳ���������6����
(6) �����մɸ��Ϸ�ĩ�ķ����࣬����Ϳ��ɷֱȽ����ס������մɸ��Ϸ�ĩ�ķ���������-���鷨���սᷨ���žۻ��������������������ѧ��Ӧ������������-�������ž۵����������������ӷ��ȣ��ܹ����ƶ�����ֺ���ȵ��մɸ��Ϸ�ĩ������Ϳ��ɷֱȽ����ס�
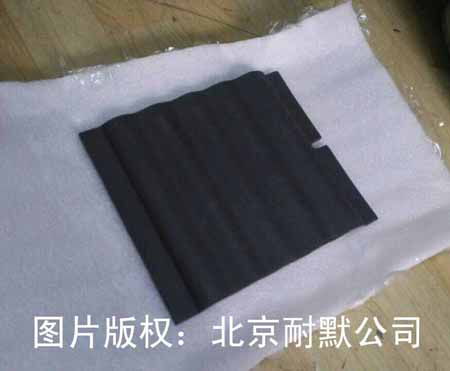
ͼ��3���������Ƚ��ı�ըʽ��Ϳ�豸��������Ϳ�����մ�Ϳ��
(7) ���Բ��ܹ����ߴ��ʩ�����������ơ���Ϳ�մ�Ϳ��IJ�Ʒ�����Ƕ̡�С���ᡢ������Ʒ������̽����������ȼ�ϵ�صȣ�Ҳ���������͡�������Ʒ�������Һѹ���ó������մ�Ϳ�������ˣ�����16m���ش�10t���ϡ��ȿ�������Ϳ������ʩ����Ҳ�����ֳ�ʩ����
(8) �մ�Ϳ��������ʽϿ죬Ϳ���ȿɿء�����Ϳ���������մ�Ϳ��ij������ʱ�PVD��CVD���������Ҫ�죬ͨ��Ϊ2〜5kg/h������ˮ�ȵ�������ͿAl2O3���������ʿɸߴ�55kg/h��Ϳ���ȿɴ�20mm��������������Ϳ�����Ƚ���ʮ���ס����õ��Կ��Ƶij�ϸ��ĩ�ͷ������ܹ���Ϳ������������10��m���ҡ�
(9) �մ�Ϳ��Ŀɼӹ��Ժã���Ϳ���������廹����ʹ�ã�����Ϳ�մ�Ϳ�㡣
��10���������ס��ܹ��ڱ��ڼ������ļ������μ�������Ϳ�մ�Ϳ�㣬Ҳ��ʵ����Ʒ�ֲ���Ϳ�մ�Ϳ��ǿ����
��11��������ԭ�н����ӹ��Ĺ�װ������ϣ�ʵ����ҵ�ļ������졣
����Ϳ�մ�Ϳ�㲢��ʮȫʮ�����մɲ������ʴ�Ĺ������㣬��������ϵ�����������(������ϵ�����ȵ��ʵ�)�����մ�Ϳ���������ϵĽ����ҪΪ��еǶ�ϵ�ȱ�ݣ�ʹ�մ�Ϳ�㲻��Ӧ�����ܳ������Ӧ����ǿƣ�͵ȹ���������
3����Ϳ�մ�Ϳ��ĵ���Ӧ��
��е�Ƽ�Ʒ�ֳ�ǧ����ʹ�ù���ǧ����𣬰���������������£�

ͼ��4������������մ�Ϳ��
3.1����
����Ϳ�����մ�Ϳ��������������Ϳ�����ص㣬Ӧ��Ч����ͻ������Ӱ������һ��Ӧ������
3.1.1����Ϳ��(TBCs)
ȼ���ֻ������Ȳ�������ҶƬ�������ȼ���Ҵ��ڸ��¡���������������ʴ�ȶ��ӻ����С����ڳ����¶ȸߴ�1100���ȼ���ֻ��������ѳ������������ºϽ�ʹ�õļ����¶�(1075��)����Ч�취����Ϳ�������Ժõĸ��۵��մ�Ϳ�㣬Ϊ���ºϽ���崩�ϡ��������ס���������������á����Ϊ����Ϳ�㡣
����Ϳ��Ļ���Ҫ���ǣ������£��ƿ�������������������������ι̣����ȵ��ʵͣ������Ժã���5)������ϵ�����������ƥ��ã�����ѭ�������ߡ�ʵ������������MCA1Y�Ͻ���ճ��ײ㣬��ͿY2O3�����ȶ���ZrO2�����մ�Ϳ�㣬Ϳ���Ӳ�����ܣ�������ȼ����ʴ�Ϳ������������죬��ʹ��1650������³���ʹ�ã������ȶ��Ժͻ�ѧ�ȶ��Զ��ܺá�Y2O3ZrO2�м�������CeO�ܽ�һ������Ϳ��Ŀ��������ܡ���ʹ���¶ȸ���һЩ������£��ɲ���MgO��CaO�ȶ�����!Zr��2�������մ��ϰ��㡣
������Ϳ���ճ��ײ����Ԥ�����������������մ�Ϳ���������������������մ�Ϳ����м������۸��Դ����Լ���չ�����ݶȹ���Ϳ�㣬������Ϳ�������һЩ�����·�չ��
����Ϳ����Ҫ���ں��ա�������½��ȼ���ֻ������Ȳ����������ƹ�Ӧ����������ȼ������ѹ���֡�ұ��ҵ������ǹ������
3.1.2��ĥ���ܷ�Ϳ��
�ִ����շ���������ѹ����ʹ������ѹ���£�����ѹ����������ȼ����ʹȼ�ϳ��ȼ������߷������Ĺ��ʺ���Ч�ʵ���Ҫ��ʩ֮һ����������Ϳ������ѹ�����п��ڱ�����Ϳ��ĥ���ܷ�Ϳ�㣬��ѹ����ҶƬ�ⲿ��Ӳ��Ϳ���γ�һ�Կ�ĥ���ܷ�ĥ�������й��������γ�����ľ���������϶���������ѹ��Ӷ�������߷������Ĺ��ʣ����ͺ������͵����ģ���߷���������һ���Գ��ϸ��ʡ���������Ϳ�����ں��շ����������ش��Ӧ�óɹ�֮һ��
����ѹ�������¶ȵ������ߣ���ĥ���ܷ�Ϳ���ʹ���¶ȴ�300���ᵽ1100�棬�ִ���ĥ���ܷ�Ϳ�������¶��Ѵ�1350��C��AlSi-�۱�֬����/ʯī��Ni/��������NiCrAl/BN��Y2O3.ZrO2-BN�ȸ��Ϸ�ĩϵ�в����ѻ�óɹ���Ӧ�á����У����Ը��¿�ĥ���ܷ�Ϳ��Ĺ���������Ϊ���ӣ�Ҫ����1000〜1350��C�ĸ��£�����2〜3�����ٵĸ��������ij�ʴ���ܵ�����300m/s���ٶȵ�ҶƬ�ⲿ���������ᷢ�����䡣��ˣ����˱���߱�����Ϳ��Ӧ�е����¡��������������𡢳ʻ�ѧ���ԡ�����ι̵������⣬������Ҫ���ص��������(ͨ��Ϳ��ı�������Ӳ����50〜80HR15Y)�����(��϶��ԼΪ25��~30��)��
����Ϳ��ĥ���ܷ�Ϳ�㼼��������ѹ������ҵ����תѹ�������ļ�϶���Ƶ����ù�ҵ����
3.1.3������ճ��ĥ��Ϳ��
�˻�¯�����ȴ���¯¯�����������������֧�й����ս�¯���ȸ��¹��ӣ�����800〜1200����������С��������ĸ����£������������ڱ��������������ۣ�ͬʱ¯���ĸ���Ӳ��Ҳ�������͡�����̬�ĸ��¸ּ��ر��Ǹִ���¯�����˶�����������ʱ���ͻ������ճ�Ŷ��������������ֽ����ڼ�����������������Ϊĥ�ϣ�ʹ�ּ�(��������������ۡ����ˡ��繵�����ݵ�ȱ�ݡ���Щȱ���ں����ı������������������������������Ӱ�������ִ���������
���ø���ȼ��������Ϳ(HVOF)����ը��Ϳ(DGS)���������Ϳ�������ڸ���¯��������Ϳ�����մɻ�����մ�Ϳ�㣬������������¡�����������ճ�š����������������������ܣ��ȿ��������¯��ʹ�������������������������������ĸֲģ������ʹ�ְ塢��������������Ƚ��Ʊ���ȡ����������ִ��˻�¯¯������Ϳ��BN�Ľ����մ�Ϳ�㣬������ĥ�����ܿ����4�����ϡ�
���ձ���������ҵӦ������Ϳ��������Ҫ�����Ǹ��ֹ��ӣ�����Ϳ�Ĺ���ռȫ������Ϳ������85%���ϣ����м��������ļ�������Ч�������˻�¯��������ȥƽ��ÿ��ͣ������30mm����Ϳ����ɱ���3���ڲ����ޣ������������˴��ֵ�Ʒ�ʡ��ձ�������˾����Ϳ�˻�¯���ı��ʣ���1982��ʱ��20��������1989���100���������������������ķϴ�Ʒ������80%�½���0��
��5������Ϳ�Ͻ���ĥͿ��
3.1.4���������ڽ�����������ʴͿ��
���ֽ���������¯�IJ��ϣ������϶����մ��ͻ���ϣ�������Ϊ�����������۵�ߡ����»�ѧ�����ȶ����ص㣬��������������ʪ��С����������ʪ���ص㡣������Щ���ԣ������۳���ʹ�õĽ����Ƽ����Ƚ��Ʋ��ڵij�û�����ȶ������۳ؽ����������ܡ��ȵ�ż�ܡ���ѹ��ģ�ߵȱ��棬��Ϳ�ͻ��մɻ�����մ�Ϳ�㣬���ܻ������������������ڽ�����������ʴͿ�㡣���磬�Ƚ��������ڵij�û�����ȶ�����
������Һ���м��ߵĻ�ѧ���ԣ�������ֽ����������ȷ�Ӧ�γɽ����仯�������Ϊ�����ġ��ܼ�������ˣ������Ͻ�¯���ڶ������и�ʴ���죬ʹ��������5〜10�졣��������Ϳ�����մ�Ϳ�㣬�¹�����Ϊ��Ψһ��Ч�Ľ���취��ʹ����������ߵ�20〜30�졣
3.2����ʴĥ��
ʯ�͡���������ҩ����ֽ��ӡȾ��ұ�𡢽��ġ������������Ȳ���ʹ�õ������е�豸�����ܵ����ֻ�ѧ���ʡ���ʴ������ͺ�ˮ�ȵ����ö�����ʴ����ʴ�����Ϊĥ��������������۳�����������������еĽᾧ����һ�𣬶���ʹ����˶��Ļ�е�㲿���ı���֮��Ȳ�����ʴ�ֲ���ĥ��ĥ��ʹ����������������塱�������ˡ�����¶��������ʹ��ʴ���٣���ʴ�����ֳ�Ϊĥ������ĥ�����ڸ�ʴ��ĥ��ͬʱ���ƻ����ã���ٽ������ӿ��������е�㲿���Ĺ���ʧЧ����������ش��¹ʡ�
�ڸ�ʴĥ�������£������ֻ��ѺϽ����ʴ����ã�������ĥ����ҵ�Ϲ㷺���ö�Ӳ��������Ӳ����������ȱ�㣺
(1)�������̳�������࣬ռ������������ʵͣ����ڳ�����Ϳ�㡣
(4) ��260�����ϣ��Ƹ���ᷢ����������ĥ�������½����ֲ������ٽ���ĥ�����˶���ʹ�Ʋ���־ֲ����ȶ����������ɹ��ۣ�
(5) ������Ⱦ���Ƹ��в����ļ���Σ���������ж�������(�����۸���)�Ӿ�ˮ�������Ϳ�������Ⱦ�����Ļ�������н�ǿ���°����ʣ��䶾�Ա�ҵ���ڴֹ�ҵ�Ͻ�ֹʹ�õ��Ǽ��Ȼ��ﻹ��4������������Ȼ��������ȡ�����Ӳ�������ѳ�Ϊ����ü������
����Ϳ�մ�Ϳ��ͽ����մ�Ϳ�㲻�����иߵ�Ӳ�ȣ��������ʴ�ԣ�����Ħ��ϵ��С���ܺĵͣ����ܷ����ϵ�ĥ��С��Ϳ��Ӳ�Ⱥ���ĥ�Բ�����Ϊ�ֲ����ȶ����͡���ˣ����ڿ���ʴĥ���������ڳ�Ϊ���Ӳ����������ǿ�����ľ����ߺ�ȡ���ߡ����磬�������ø�ѹ�������������������õ�������ͿAl2O3.TiO2�����������մ�Ϳ
�㣬��ʹ��������ԭ�öƸ��������6�����ܷ����ϵ�����Ҳ���3��������ˮ�⡢ˮ��վ��������Һѹ���ջ�Һѹ�Ĵ��ͻ����ˣ����õ�������Ϳ�մ�Ϳ������Ӳ�������Դﵽ������������������ά�ޣ��ڵ¹��ѳ�Ϊ��һ������Ƚ����켼�������������16m����10t���ϵij������մ�Ϳ�������˼���Ӧ��Һѹ���ջ������ڣ�������������Һѹ�����ˡ����ֻ���Һѹ�����ˡ�������שѹ����Һѹ�������ˡ�ˮ�ֻ�Ҷ�����ĥ����������ͷ��ĥ���ᡢȼ�ͱ��ᡢ��ҧ�����ס������������涯���ȣ��ڵ�Ӧ������ĥ���ʴ�����£���������ԭ�öƸ�����Ʒ������������Ϳ�մɻ�����մ�Ϳ����档
3.3����άĥ��Ϳ��
3.3.1�ͷ�֯��άĥ���մ�Ϳ��
�ִ���֯��е�ر��ǻ��˻�е������١����ʡ����ܷ���չ����˿�����У����ֵ�˿����˿������Ϊ�˼������������ת�ٺͽ����ܺģ���������Ͻ����죬��������ܺ�ϸ�ĸ��ٻ���˿(��700〜1000m/s)��ĥ����γɹ��ۣ������������ͣ����ʧ������Ӱ���˿�������͵ȼ���
�ڻ��˷Ļ��ĵ�˿�������棬���õ�������ͿAl2O3�������մ�Ϳ�㣬��������
�á���Ƥ״�������ò���ﵽRaԼΪ1.5��m�ı���ֲڶȡ������մ�Ϳ���ͻ���ص��ǣ�
(1)���������������άĥ������ܣ�ʹ�������ȶƸ������5����
(2)�����ʶȵ�Ħ�������ܶ���άʩ���ʶȵġ���������ʹ��ά�ﵽ��Ҫ��ǿ�Ⱥ��Ͷȣ�
(3)�����ʶȵı���ֲڶȣ���ʹ��ά��ñ�Ҫ�ġ��ȡ����ﵽȾɫ���ܺã���һ'������ʪ�Եȡ�
�����մ�Ϳ�����Щ�ص㣬ʹ���˻�е�ؼ������㲿����������ԭ�öƸ��������5���������ﵽ��һ���µ�ˮƽ���ݿ˹�Ӧ����һ������ʹ�仯�˻�е�ij��ڸ��߾����ԡ�
3.3.2�ͽ�����˿ĥ��Ϳ��
������˿��ҵ���˿����˿���͵��ߵ��������ȶ�ʹ�ô����ĵ�˿�ֺ�������˿���������ٻ�������������Ӳ�����Ե��ֽӴ��������ǿ��Ħ��ĥ�����²������繵�������ӵ�ȱ�ݣ���������ͣ�����ά��Ƶ����Ӱ����˿�����ȱˡ����ó����ٻ�����Ϳ��ը��Ϳ�������ڽ�����˿���ֱ�����Ϳ��Wc��Ӳ�ʺϽ�Ϳ�㣬��
�кܸߵ�Ӳ�Ⱥ���ĥ���ԣ��������5〜10��������˺ܴ�ijɹ���
3.4��ˮ����Ϳ��
�ִ���ֽ��ӡˢ��е�����������ٶȺܸߣ������ᣬ�ʾ����ڵ�Ӧ��״̬���ر�����������ͿͿ�㡣
��������Ϳ�մ�Ϳ�㼼�����ڹ������ֽ��ӡˢ���������ѳɹ�Ӧ�ö��꣬Ӧ��������������������Ϊ�մ�Ϳ����������ص㣺����ĥʴ�ԣ���ѡ������ʪ�ԡ���ˮ�ԣ��ߵ��Ե�����ԣ��߷�ճ�ԣ��߿ɿ�ʴ�Լ�ͼ�������ԣ������ʶȴֲڶȵ�ֽ��ҧ���Եȡ�
�����ɫ��ӡ��ˮ����Ϳ�մ�Ϳ�㣬������ĥ������ī��ʴ���Ҿ���ʴ�����µ��մ�Ϳ�㲿�֣�������ˮ�Ժã�����������γ�һ�㱡����ˮĤ����ֹ��ī���룬���մ�Ϳ��Ŀ�ʴ������Ϊ��ī���ǣ�����ܻ��ͼ�������IJ�ɫӡˢƷ������ɫ���������ϱ�Ĥ���ʴ�õ��δ��������ӣ���Ҫ��1〜2X104V�����С����ӱ�����Ϳ�߽���մ�Ϳ�㣬��������һ��Ҫ��
��������Ϳ�մ�Ϳ��ı���ֲڶȣ���ͿԼΪ2〜5��m��ĥ����ɴ�Ra0.13〜0.20��m�����к�ɴ�0.03〜0.10��m�������㲻ͬ�ȼ�ֽ����������Ҫ��
�����ϼ���Ӧ���������������Ϳ�������մ�Ϳ����й������г��;�ľ���Ч�档
4�ڸ��¼���������Ӧ�ü�DZ��չ��
����Ϳ�������մ�Ϳ�㼼�������ڸ߿Ƽ�����չ¶ͷ�ǣ����������ʹٽ�һϵ�и߿Ƽ������ķ�չ������
4.1���³������Ƽ�
���и��ٽ�����¶ȵĸ��������ﳬ���մɲ��ϵķ��֣���80�������������ش�ͻ�ơ��Ʊ�ͭ�������մɲ��ϵ�������¶�tc>90K(����Һ���¶�)����ת���¶�tB>96K��
��������Ϳ�����մ�Ϳ����ص��ŵ�Ϊ���������ʸߣ������Ʊ���Ϳ��ʹ����Ϳ�㣬�ܹ���Ϳ���и�����״�ij����Ƽ�����ֱ���ڴ�������Ϳ�����豣�����壬��ʵ�ֳ�������ʵ�û��ĺ���ϣ���Ĺ��ա���������Ϳ�Ʊ�ͭ��(YBaCuO)�����ȸ�ͭ��(BiSrCaCuO)�����մ�Ϳ�㶼����Ӧ�óɹ��ı������ڴ����Ρ���Ԫ�������ഫ���������ӵ��������ȷ��棬չʾ���ܺõ�Ӧ��ǰ����
ͼ��6����ɫ�մ�Ϳ����н�������
���õ�������Ϳ�������콦���ðвģ������������������(PVD)���Ʊ�ͭ��(YBa2Cu3Ox)�У��ܹ�����������ܵij�����Ĥ�����ٽ�����ܶȸߴ�105〜106A/cm2��
4.2�����ӹ�ҵ��
����-�մɸ��ϲ��������ӹ�ҵ������ϵ�һ��������ϡ��ڽ�����(��Ʒ��Ͻ�ͭ��������)������Ϳ��Ե�մ�Ϳ�㣬���и��ȵ��ʵĽ����ܽ�ǿ�������������ȷ�ɢ�������մ�Ϳ�����ṩ�ܺõĽ���Ե���ܡ���ͭ������ͿAl2O3�մ�Ϳ��Ϊ����
�����ȵ��ʱ�����ͬ���ͭ�����ս�������������ȵ��ʸ�5������ʮ�������ڼ��ɵ�·���ɢ�Ⱥ���߹��ʡ�����������Ϳ25mmX25mm����մ�Ϳ�㸴�ϵ�·�壬���ﵽ5X104��������������ģ��
4.3����ҽѧ�����մ�Ϳ��
��������ˮƽ����ߺ�����ƽ�������ӳ����˹���������Ҫ������
��ǰ���ò����ֻ��ѺϽ�Ƚ������ڽ��������ϵ�������Ϳ����ҽѧ�����մ�Ϳ�㣬���������ص㣺��1)�������������������ڰ�ȫʹ�ã���2)���������ϸ�������õ���Ӧ�Ժ����ԣ�������������ã���3)��������Һ��ʴ����4)�ͳ���ʹ�ù����е�ĥ�𣻣�5)���������˶��������ǿ�ȡ����Ե���ѧ���ܣ���6)��Ϳ��Ķ���Ժʹֲڱ�����������������֯���˹�����������������͡���ˣ�����Ϳ�����������մ�Ϳ����˹��������DZȽ�������˹��������ϣ���������ɹǡ��Źؽڡ���ؽڡ����衢�������ݵȷ����ٴ�Ӧ������ɹ��������˳�Ϊ��ҽѧ���﹦�ܲ��ϵ�һ����������
�ܣ���ֲ�����������滻�Ĺ���������������Һ��ʴ�Բ��㣬�뼡��ϸ����֯���϶�������ˮ�����⡣
�ִ��о�����������������Ӳ��֯�ľ�������ʯ�����մɲ��ϡ�
����Ϳ�������մ�Ϳ���������ڹ�����һ���ѻ���൱�㷺Ӧ�ü�Ч��ͻ���ĸ��¼��������ҹ����ո�����Ȼ��û�С���ʯ�ɽ𡱣���������𡱵�ħ��������������Ϳ�մ�Ϳ�㼼�����Ժ��ٵ���Ļ�øߵĸ���ֵ�����ؾ��DZ���г������ɿɴﵽ�°빦����Ч����
- ��һƪ���մ�Ϳ����ϼ���Ӧ�� 2016/7/14
- ��һƪ���մ�Ϳ������� 2016/7/12